



想要一睹201薄壁不锈钢管厂家定制产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:201薄壁不锈钢管厂家定制的图文介绍
福伟达管业(文圣区分公司)的经营理念:“诚信、创新、服务、共赢” 服务承诺:支持验货、随货带材质单、 904L不锈钢管产品明细单。 服务宗旨:雄厚的实力、优质的 904L不锈钢管产品、低廉的价格、完善的服务。 质量方针:以崭新的姿态独树一帜。诚实贵于珠宝、守信乃人民之珍。以产品质量为立足之本、以重合同守信用为永恒的宗旨。 福伟达管业(文圣区分公司)全体员工充满信心,公司将更加重视人才引进和技术创新,始终坚持科技创新和质量,服务国内外用户,与时俱进,共创辉煌!

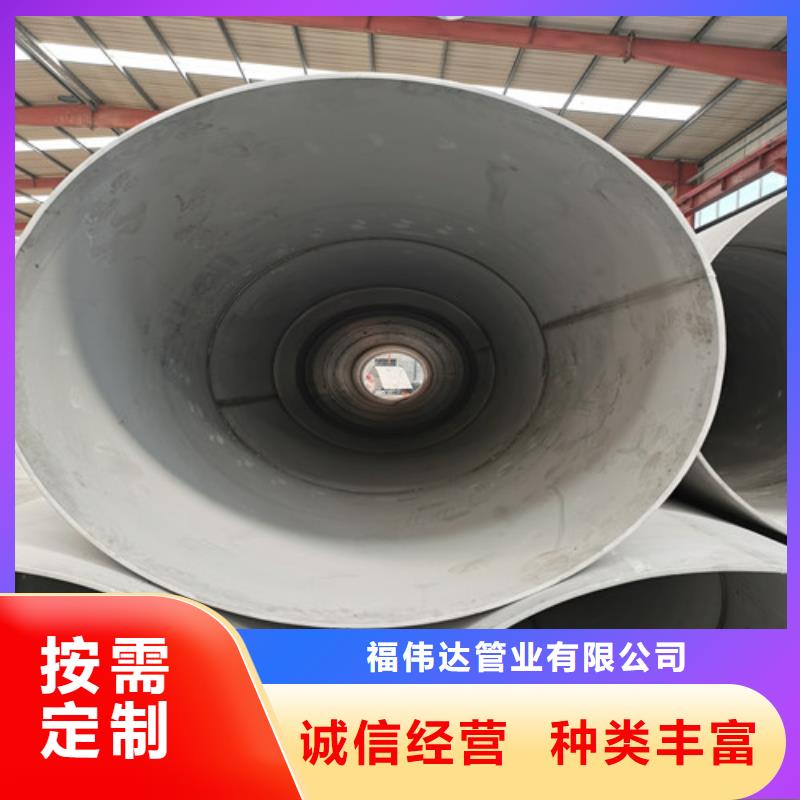
不锈钢资料的洁净不锈钢管道不只简单加工成型,经用漂亮,并且简直不需求外表维护,因此在实践出产日子中许多洁净工程选用不锈钢无缝钢管作为工程规划的首要部分。除此之外,不锈钢洁净管道设有多种不同的强重比、外表光洁度、洁净度等技能标准以习惯各类工程规划要求,跟着洁净技能的不断发展,不锈钢洁净管道在建筑行业上的运用日益广泛。 工艺流程净管道施工的工艺流程首要包含:施工图纸审阅、施工现场丈量、预制管道装置洁净房、管道预制与现场装置、管道体系测验、管道吹扫冲刷、工程检验七个施工进程。1)施工图纸审阅。该进程要求专业技能人员在施工前将图纸所涉及的内容,包含管道原料、洁净气体种类及品质、作业压力、等进行详细审阅,尤其是要对不同气体的管道所选用不同原料的外表要求,洁净等级等是否满意规划计划进行判别;2)施工现场丈量。依据洁净室的湿度要求、噪音要求、洁净管道振荡等功能要求,再结合现场实践状况,查看图纸标高是否;3)管道预制洁净室。洁净管道体系的洁净效果与洁净管道装置进程有着密不可分的联系,所以洁净管道的装置场所与洁净管道体系的洁净等级应坚持共同,所有的装置资料应预制在相应等级的洁净室内。4)预制管道与现场装置。管道阀门等管件在装置之前需进行脱脂清洗,去除管件在出产运送进程中油污及杂质,使资料具有洁净室装置的洁净度要求。5)管道体系测验。洁净管道装置完结后,有必要依照规划要求进行强度和气密性测验,详细选用气压实验仍是水压实验则依据假如洁净管道作业介质来决议。假如作业是气体,则选用气压实验,假如作业介质是液体可选用纯水(蒸馏水)实验,施工现场难以解决纯水问题时,也可以选用枯燥压缩空气、氮气等洁净气体替代。实验压力为规划压力的1.15倍,强度实验时刻为10到20min,气密性实验时刻为24h;6)管道吹扫和冲刷。 为确保管道体系的洁净度就有必要在运用前对其进行吹扫和清洗,吹扫介质应与压力实验气体介质相同。接连对管路进行吹扫,不光可以铲除管壁附着的残留物,一起带走了管道中的水分,起到了枯燥管道的效果。7)工程检验。洁净管道装置完结后,依据我国JGJ71-90《洁净室施工及检验标准》中,洁净管道装置监督查验规矩报请监督查验组织进行检验,并出具装置监督查验和报告。管道装置工程竣工后,向管道运用单位提交装置质量证明文件,并在装置单位及其无损检测单位应将工程项目中管道装置及其检测资料进行备份保存。首要施工办法及技能措施洁净管道的施工工艺不同于一般管道,对施工进程、计划规划、施工工序等环节都有很高的要求,并且每个环节的施工质量有必要严格操控,假如其间某个环节呈现纰漏,将会对整个出产工艺的洁净度发生严重影响。

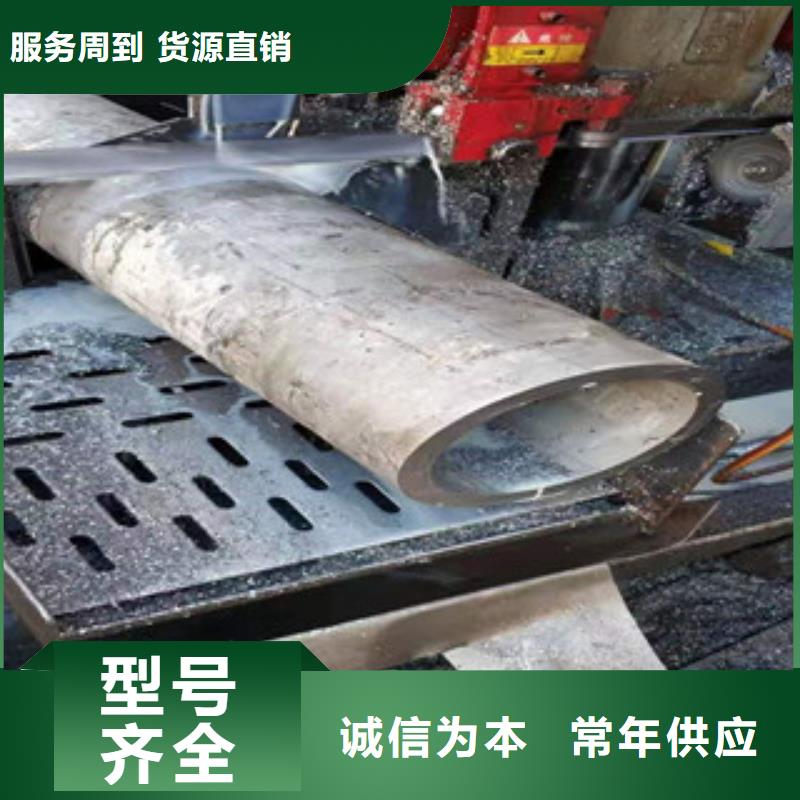
不锈钢管的耐应力腐蚀能力强力,可在多种多样物质中应用,在其中316L不锈钢焊管的耐蚀性好于别的材料的不锈钢管,具备出色的耐应力腐蚀裂开的能力。应力腐蚀是一般马氏体不锈钢管解决不了的突显难题。 综合性结构力学性能比铁素体316L不锈钢焊管好,尤其是塑延展性,不象铁素体316L不锈钢焊管那般对延性比较敏感。316不锈钢焊管除耐应力腐蚀性能外,别的耐部分浸蚀性能都好于铁素体不锈钢管。 冷拉加工工艺性能和冷成形性能远好于铁素体不锈钢管。电焊焊接性能也远好于铁素体不锈钢管,一般焊接前不需加热,焊后不需热处理工艺。运用范畴较铁素体不锈钢板宽。针对承担液体工作压力的无缝钢管都需要开展液压机实验来检测其抗压能力和品质,在要求的工作压力下不产生泄露、淋湿或澎涨为达标,有一些无缝钢管还需要依据规范或买方规定开展打卷实验、扩口实验、挤扁实验这些。


对于不锈钢管的热输入,Young-Pyo Kim等人[38]对不同壁厚的X65管进行了电极电弧焊和钨弧焊试验。研究表明:8mm厚钢管电极电弧焊的热输入范围为11.0kJ/cm~21.8kJ/cm,10mm厚不锈钢钢管的热输入范围为18.0kJ/cm~29.5kJ/cm。8mm厚管的热输入为22.2kJ/cm~41.7kJ/cm,10mm厚不锈钢管的热输入为19.5kJ/cm~47.6kJ/cm。国内Zhang Dehmatsu[39]对厚度为10mm的X65管线钢进行了自动埋弧焊对焊接,研究了热输入对金属组织和性能的影响。他发现当热输入达到2022J/mm时,管线钢的低温冲击吸收能达到 。对于热输入的计算公式,Carl E.Jaske研究得出了60/1000Hvis的热输入计算公式(其中:H——热输入,kJ/mm;V——电压,V;I-电流,A;S——焊接速度,mm/min)。国内,曹崇珍等[41]将其总结为/IHKVAS=(其中:Ih——热输入,J/mm;K-系数,对焊K=0.85,角焊K=0.57;V——焊接电压,取平均值,V;A——焊接电流,取平均值,A;S——焊接速度,取平均值,mm/S)。可以看出,国内外的热输入计算公式存在差异。可采用常规设备(安培钳、电压表、秒表等)或专用电弧监测设备,实现对热输入电平的测量。热输入水平也可以通过消耗比(一段时间内沉积的长度与电极消耗的长度之比)方案来控制。无论选择何种方法来控制热输入,焊机在操作前都应该使用试板进行电极沉积试验,以确保热输入是合理的。热输入的指标是焊接线能量。随着线能的增加,热影响区 硬度降低,可降低产生硬化组织的倾向,更有利于防止氢致开裂。然而,线能量的增加会导致焊透的增加,而焊透有可能导致焊透。因此,需要平衡焊接热输入,在不烧透不锈钢管的情况下,提高焊接热输入。



